Электротермопроплавитель — еще один полезный инструмент

Работая с приспособлением для фасонных углублений, обнаружил что способ хорош, но не лишен ряда недостатков:- простое не удобство в работе, необходимость каждый раз нагревать инструмент, не возможность каждый раз нагревать до одинаковой температуры, быстрое остывание инструмента, что не позволяет как следует «прицелится». Поэтому назрела необходимость изготовить специальный инструмент. После нескольких проведенных проб и опытов, и получился этот прибор.
Он позволяет выполнять фасонные углубления и отверстия, имитировать шляпки заклепок (не только в потай) , болтов, гайки, имитировать небольшие лючки разнообразной формы.
Для его изготовления потребуются — медная трубка внутренним диаметром не менее 5 мм, болт под этот диаметр, болтик на 3.5 мм, два болтика 1.5 мм, нихромовая проволока от утюга, стеклоткань (марлевка) несколько стеклонитей( выдернуть из толстой стеклоткани, простая проволока 1.5 мм, электрошнур, термоупругая пластмасса ( я использовал гетинаск).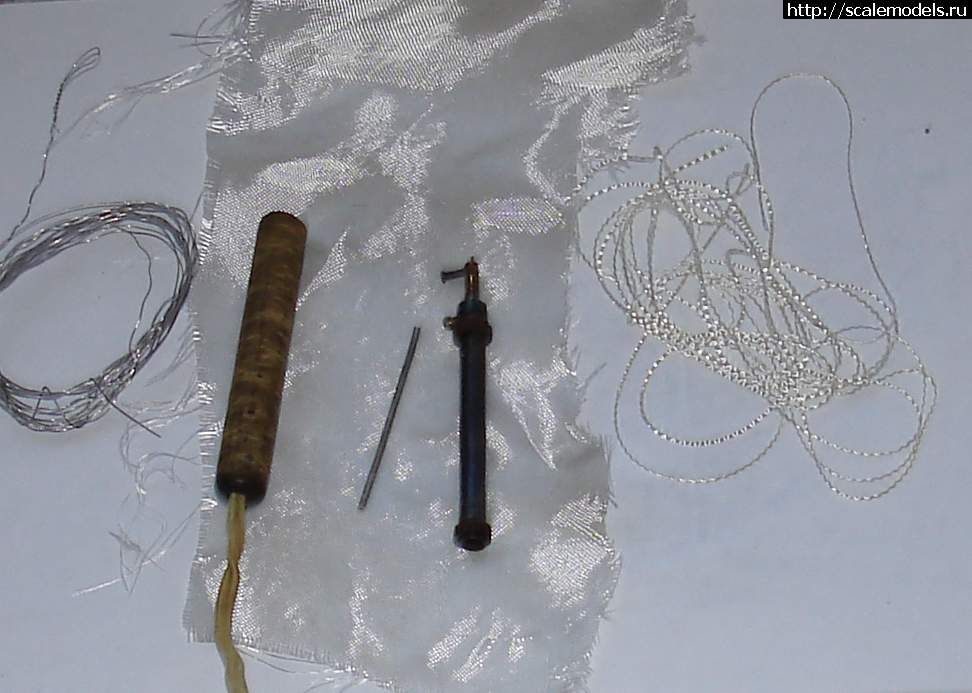
Сначала необходимо подобрать длину проволоки, из которой будет свита спираль. Для этого выставляем трансформатор на 16 вольт, через крокодильчики подсоединяем нихромовую проволоку и передвигая один из крокодилов по проволоке, (изменяем длину замкнутого участка цепи) добиваемся темно-вишневого накала нити.![]()
К полученной длине нити, добавляем по 2 см с каждой стороны для скрутки с электрошнуром. Приступаем к изготовлению нагревательного элемента. Проволоку 1.5 мм оборачиваем стеклотканью, и для фиксации обтматываем стеклонитью.
По стеклоткани наматывем спираль, которую также обматываем стеклотканью с фиксацией стеклонитью![]()

Полученный термоэлемент на скрутках подсоединяем к электрошнуру предварительно пропустив его через ручку, скрутки так же изолируем стеклотканью и стеклонитями. Приступаем к изготовлению «жала» . Болтик 5 мм рассверливаем по оси и нарезаем резьбу 3.5 мм затем просверливаем поперек и нарезаем резьбу 1.5мм. Болтик 3.5 рассверливаем по оси и рассверливаем поперек. В поперечном сверлении нарезаем резьбу 1.5 мм . Затем болт 5 мм вставляем в трубку и обжимаем для фиксации круглогубцами. Из гетинакса изготавливаем две шайбы, внутренний диаметр- под трубку, внешний- под отверстие в ручке. Одеваем их на трубку по ее концам. Болтик 3.5мм ввинчиваем в болтик 5 мм, и фиксируем болтиком 1.5мм.
Жало собрано. Нагревательный элемент вставляем в жало и все вместе вставляем в рукоятку. Проплавливатель готов. Размеры деталей не критичны и могут отклонятся в больших пределах. Я бы посоветовал тем кто будет делать этот прибор — увеличить диаметр ручки до 20 — 25 мм., ибо ее прогрев большой и приходится оборачивать ручку тканью для термоизоляции при работе.
Насадки самые разнообразные, у кого на сколько хватит фантазии и у кого какие формы нужны для работы.
На снимке самый маленький диаметр- 0.8мм ( шляпки заклепок).
При работе инструментом необходим подбор температуры изменением напряжения,( диапазон 6-18 вольт), более тонкий подбор нагрева — вылетом рабочей насадки. Проплавлять надо используя масло, или парафин ( свечной) но можно и без смазки, в этом случае надо учитывать что полистирол прилипнет к инструменту и потянется за ним. С учетом указанных особенностей, сначала необходимо «обкатать» инструмент на куске пластмассы и выработать навыки его использования.
Источник Теория & Обзор
Теория & Обзор Инструмент
Инструмент Новая деталь
Новая деталь Приклеивание
Приклеивание Окраска
Окраска Экспозиция
Экспозиция Диорама
Диорама